427" LSX 2000HP Short Block
Available Qty: 0
$15,550.00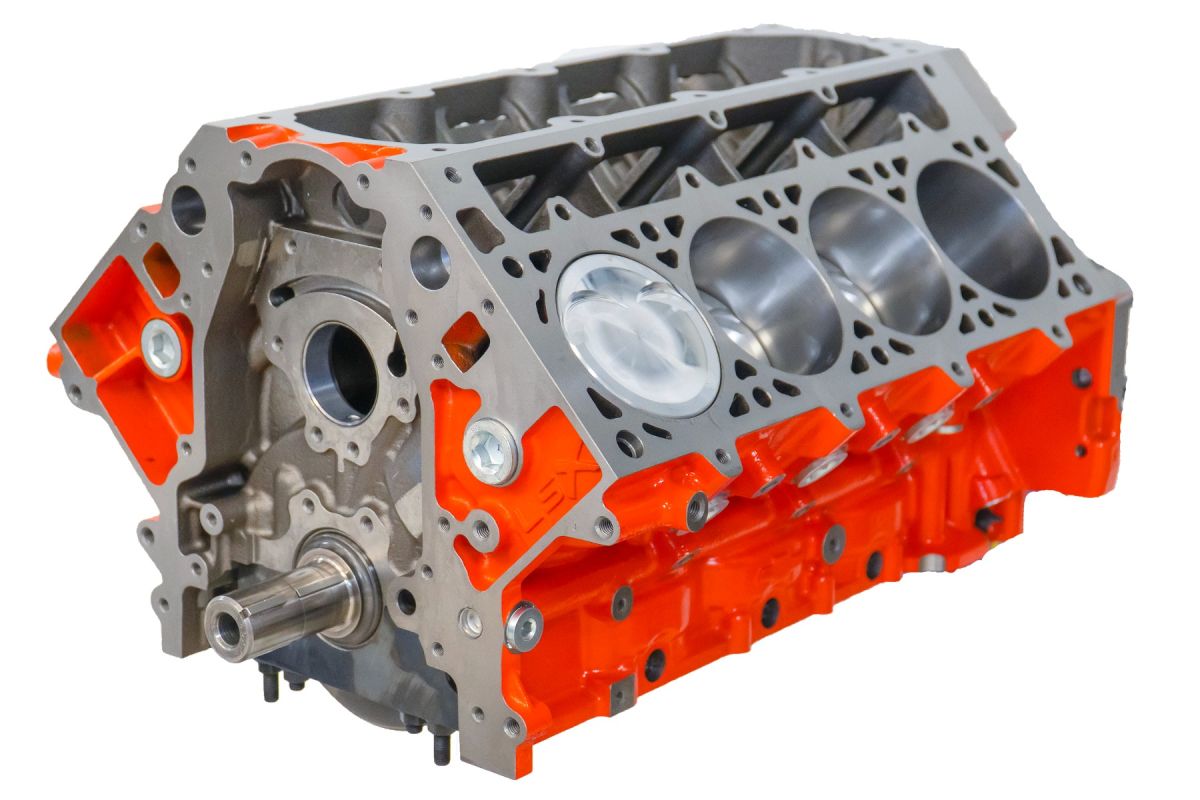
This LME built and blueprinted 2000 HP short block is the heart of the absolute proven combination that gives you 2000+ horsepower at your disposal. Handling the top end are provisions for 6-bolt heads as well as being configured with 1/2" studs, this recourse makes cylinder head gasket and head lift issues a thing of the past. LMEs custom Diamond 2K forged 4.125" pistons are designed to handle the astounding heat and cylinder pressures today's boosted street machines produce. Callies Magnum 8 Counterweight crank with a 4.000" stroke, 6.125" Callies Enforcer I-Beam Rods, and .250" wall heavy-duty pins conclude the proven rotating construction making this the ultimate base for street car dominance.
| Displacement: | 427" | Bore: | 4.125" |
| Proven Power Rating: | 1800+RWHP | Stroke: | 4.000" |
| Compression Ratio: | 10:1 | Rod Length | 6.125" |
| Cylinder Head Compatibility: | Any LS Configuration | Oil System Type: | Dry or Wet Sump |
| Block: | GM LSX Bow Tie w/ 1/2" Stud Mod |
| Crankshaft: | Callies 4340 8 Counter Weight Magnum w/ LME Blueprinting Process |
| Connecting Rods: | Callies Enforcer Billet I-Beam w/ARP Ultra 7/16" Bolts |
| Pistons: | Diamond 2K Custom Forged Piston w/ Lateral Gas Ports (.300" material above top ring land) |
| Wrist Pins: | Trend H-13 Steel Heavy Wall .225" |
| Ring Pack: | Total Seal AP Stainless Top (for high heat applications) Napier Second, 3mm Oil |
| Bearings: | Clevite H Series Main & Rods, Dura-Bond One Piece Cam Bearings |
| Main Studs: | ARP LSX |
LME Standard Shortblock Blueprinting Process:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|